Production lines Prestressing side
Production lines Prestressing side
Since 2008 and 2009, flat structural elements have been manufactured in Norway and Sweden on prestressing systems made by the Paul company. ln 2018 and 2019, two prestressing lines each with state-of-the-art equipment were added in Norway in order to meet the growing demand on the market.
Together with the project partner Avermann, two precast plants in southern Norway were each equipped with two new prestressing lines. The prestressing line equipment had tobe passable with a concrete distributor and therefore had to be flat. The equipment can nevertheless withstand Ioads of up to 3,000 kN at a table height of 670 mm. lnstead of the usual abutment anchor posts with transverse anchor plate, a costeffective abutment anchor plate was installed directly on the production table on the prestressing side, so that only a few centimetres remain between table and abutment anchor plate. The compact design saves approx. 1 m of prestressing steel per strand. Four lightweight protective boxes can easily be hung one after the other overthe tensioned strands by just one employee.
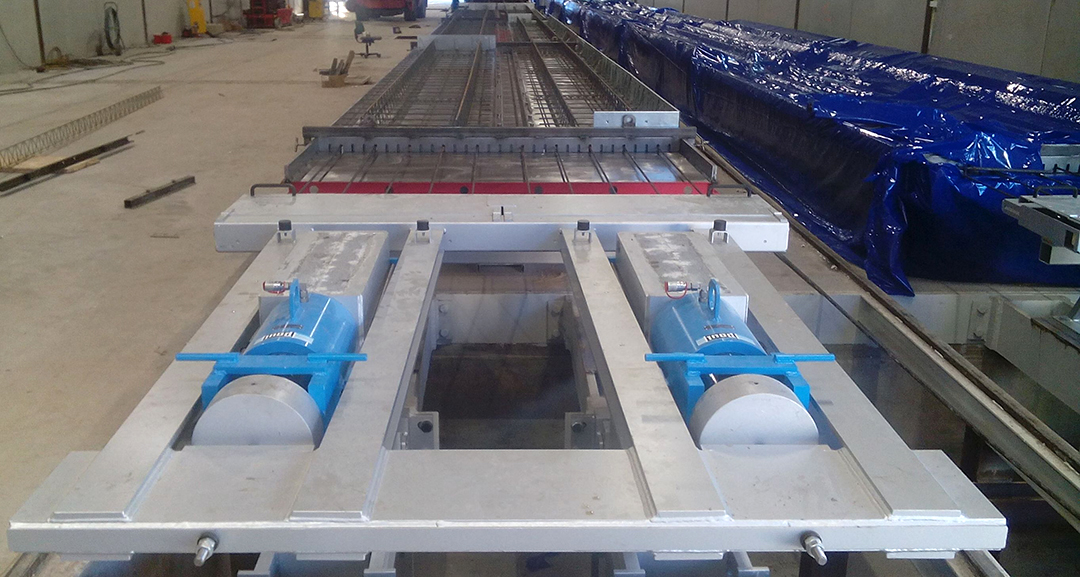
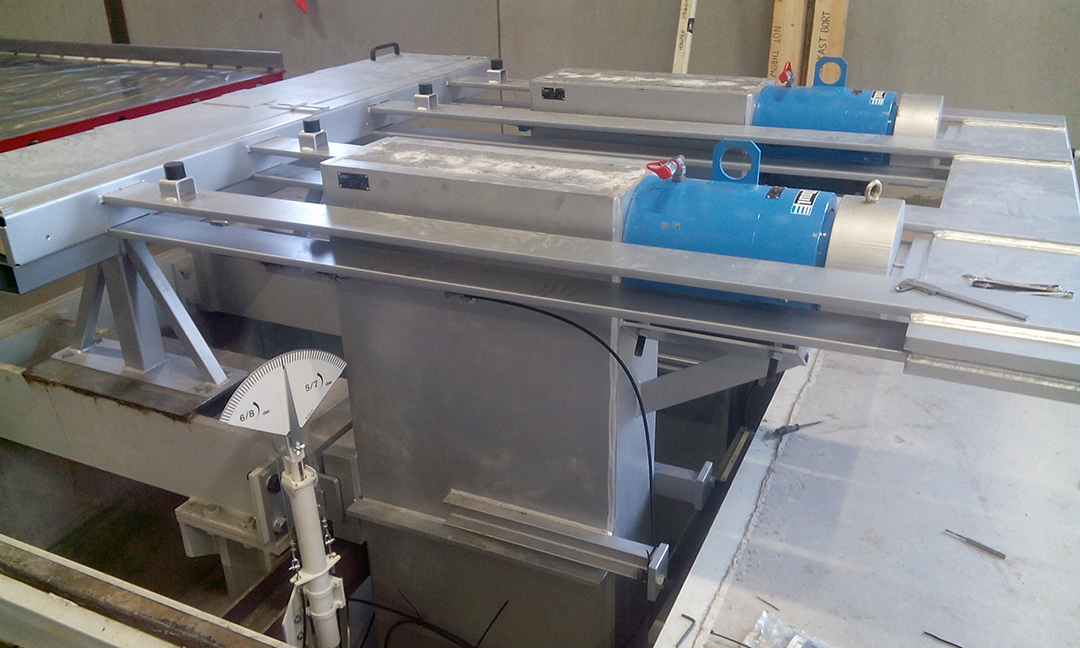
The prestressing steel-saving design was consistently pursued further on the opposite detensioning side. Directly after the end of the table, it was necessary to bridge a conveyor belt located in the abutment anchor pit with which the concrete residues are transported away after cleaning the table. ln order to save prestressing steel, the detensioning side was designed with a prestressing anchor, which in the retracted state also protrudes just to the end of the table. With the prestressing anchor above the conveyor belt, approx. 2 m of prestressing steel per strand can be saved. lnstead of protective boxes, a foldable guard was installed for the firsttime here. This can be closed quickly and easily by the operator as soon as the anchors are attached.
A further highlight is the synchronous stroke display in the abutment anchor pit, which enables the operator to monitor the synchronisation of the detensioning cylinders without entering the danger zone himself. lf one cylinder runs back faster than the other, the display not only shows the asynchronicity with a deflection, but also indicates to the operator which valve must be closed to restore synchronism.
With a grid dimension of 75 mm, up to 31 tensioning strands/wires can be distributed in a single layer over 2,250 mm to produce components up to 2.40 m wide. Even at subzero temperatures, tensioning is carried out in both plants with a flow rate of 8.4 l\min using a prestressing jack with 160 kN/300 mm stroke, which results in a tensioning speed of approx. 32 mm/s. A pushing machine with radio remote control and attached hydraulic steel cutter makes it easier for the operator to prepare the tensioning strands quickly and efficiently. A separate workplace is available for cleaning used anchor grips.