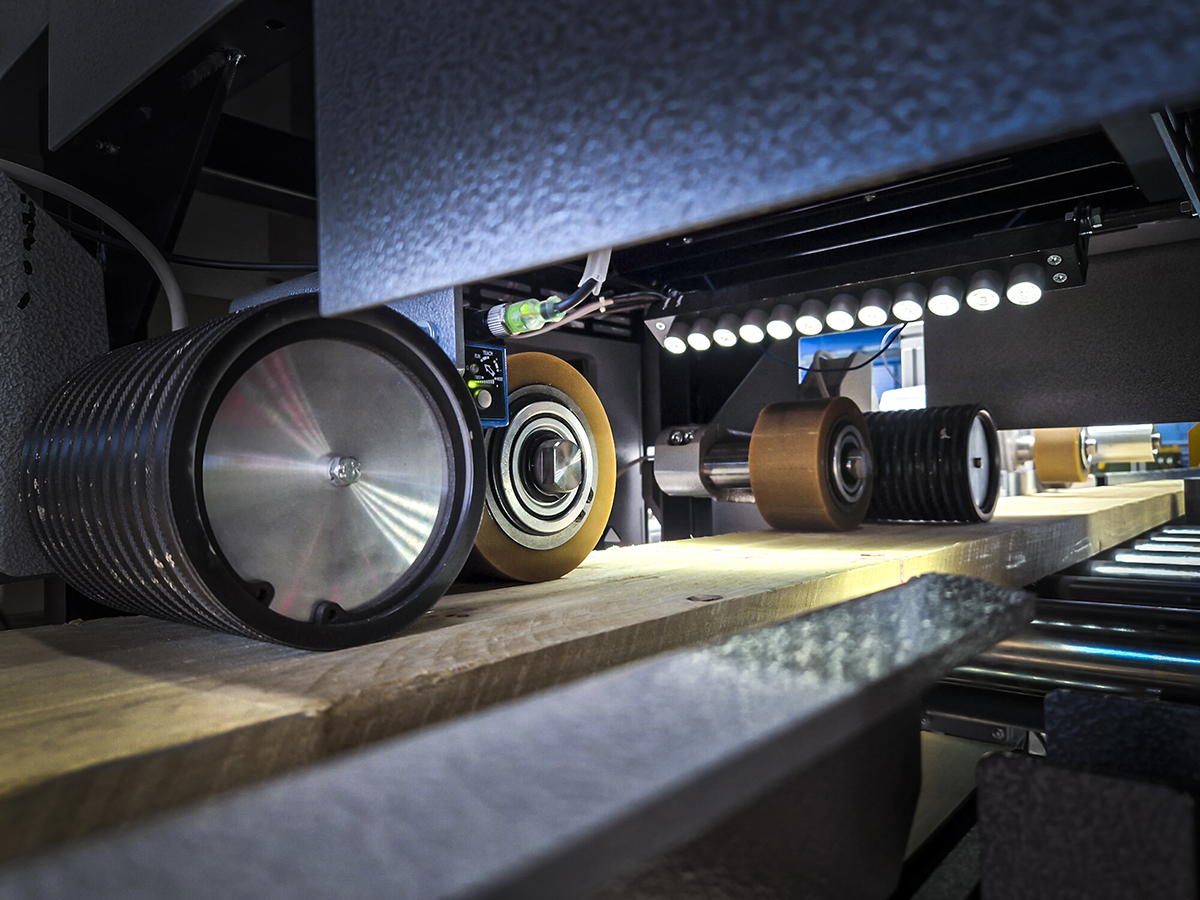
 The Paul Wood Scanning System detects numerous wood characteristics.
The Paul Wood Scanning System detects numerous wood characteristics.
Paul Maschinenfabrik has sold an optimizing cross-cut system to a major French building construction company (steel, timber and concrete construction). Over the years, this company has acquired unique expertise in carpentry, roofing, building envelopes, façade cladding and shell construction, building simple or complex structures in France and abroad for industrial, commercial and service buildings, large functional structures, bridges and footbridges, apartment buildings, parking garages and much more. Timber construction is ubiquitous today and is preferred for a wide range of building projects.
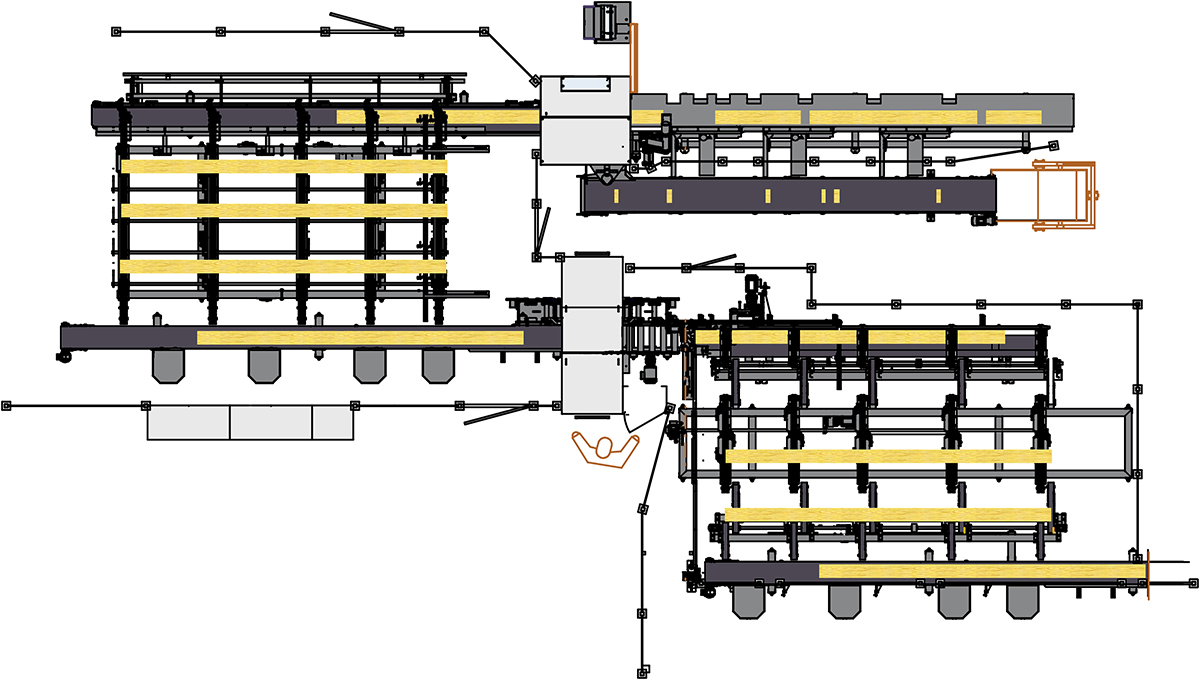
Glued laminated timber (glulam) also plays an important role in these building projects. The glued building components are between ten and 33 meters long and the average length is 16 meters. The total component thickness is about two meters. To manufacture these products, 40 strips with a material thickness of 50 millimeters are required, i.e. glued together. The entire production process is controlled via a master computer. The timber packs before the production process contain workpieces of different grades and bending strength. Depending on the production, the different qualities are automatically called up and fed to a planer.
Paul's scope of supply begins with the take-over of the planed workpieces. The task of the two-layer chain conveyor ahead of the scanner is to buffer workpieces in case of a quality change. Unlike the middle glulam layers, outer workpieces have a higher quality. Consequently, a low quality must never be in one of the outer layers. In addition, the top and bottom layers are in visual quality. The Paul Wood Scanning System detects and evaluates the individual workpieces fully automatically and classifies them according to the glulam manufacturer's evaluation criteria. With the help of colour cameras, line lasers and dot lasers, the system detects not only geometric deviations and wood characteristics, but also small shakes, resin pockets, blue stain, brown rot and much more. "These surface structures are very valuable for automatic classification and quality evaluation. A sophisticated software package calculates the best possible optimization result from this and ensures the maximization of added value with the greatest possible performance," says Manfred Buck, Sales Director at Paul. The optimized data is transferred to the master computer after scanning, so the contents of the buffers are known to the overall system. This makes it possible to control the production process precisely and to call up another quality.
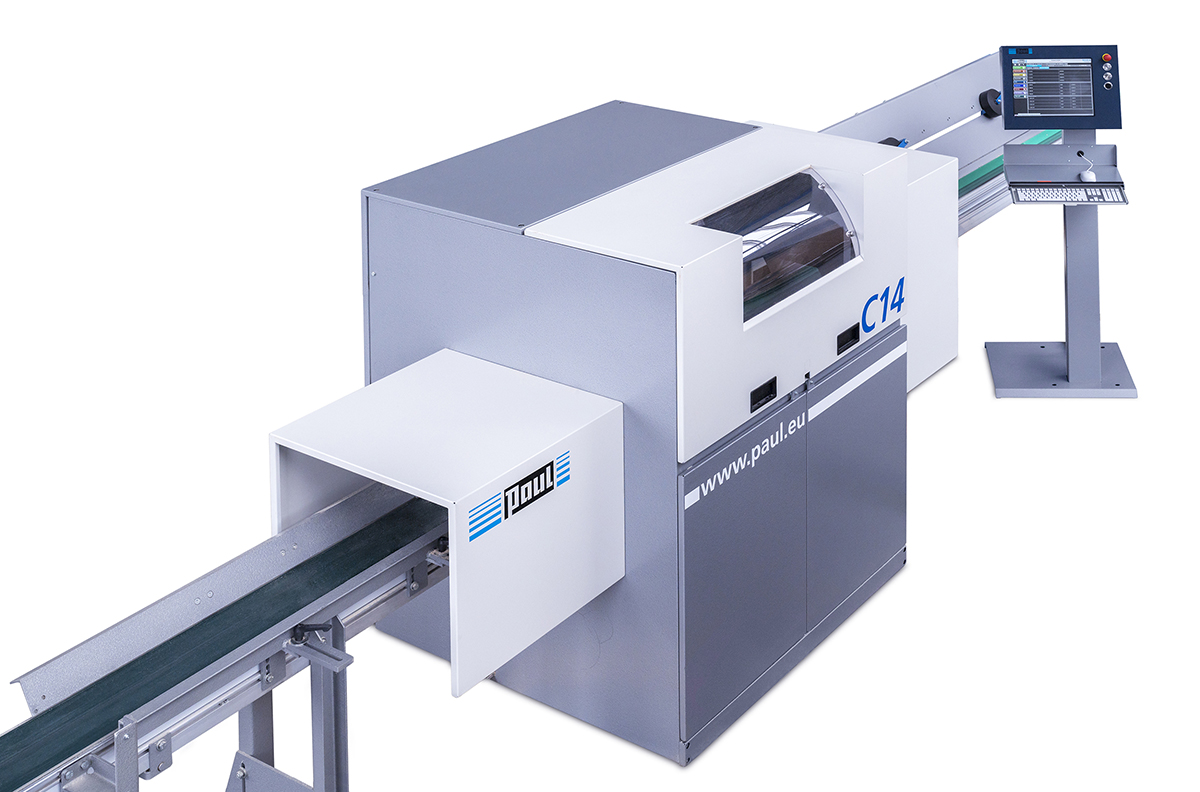
Due to the large workpiece cross-sections, a cross-cut system from the C14 series is used for the cutting process. The further developed circular sawing machine has been given many of the functions of the new C11 and thus a huge increase in performance. Optional features such as the new Paul gap-close and the Paul kick-out contribute to the increased performance, as well as the revised saw rocker and the improved air-jet blower for disposal of residual timber. "With our new C14, our customer cuts his workpieces much faster, with the usual quality and precision," Manfred Buck is convinced. Based on the optimization result of the scanner, the cross-cut system produces workpiece lengths for a subsequent finger jointing system.